一、螺栓球加工工艺
网架螺栓球可以广泛应用于体育馆和饭店等场所,螺栓球的强度大,重量轻,造型美观,产品越来越受到人们的关注与喜爱。如果您对于网架螺栓球加工感兴趣的话,那就请关注一下这篇文章吧!
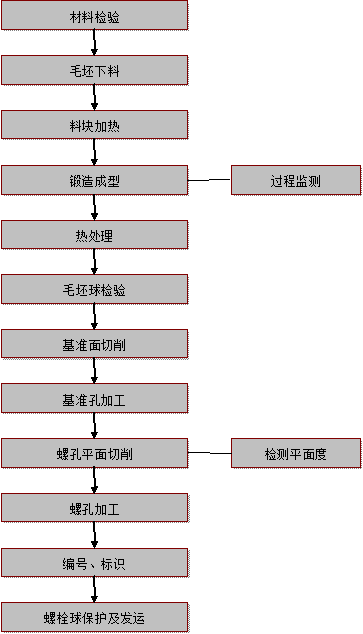
(1)、螺栓球加工制作工艺流程图:
(2)、螺栓球加工工艺
①、球坯锻造
根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。
螺栓球采用45#钢锻造,表面应光滑无裂纹无过烧麻点。
②、螺孔加工
a. 加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等要求,在机床导轨上做好基准平面切削标线挡块。然后进行基准平面的车铣加工,再利用机床尾座钻孔、攻丝。基准孔是工件装夹后平面与螺孔一次加工到位。
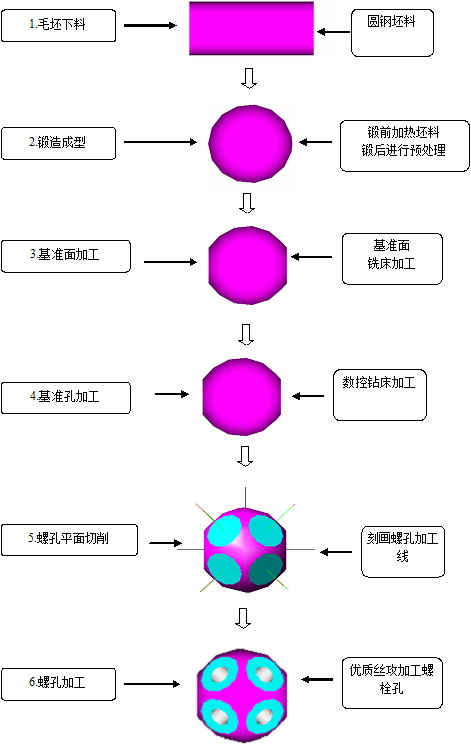
b. 加工其它螺孔的平面:球坯利用球基准孔,装夹在铣床分度头上,同时万能铣床的铣头按球孔设计的角度,根据分度刻线分别回转到位,先铣削弦杆孔平面,再铣削腹杆孔平面,孔与孔之间的夹角由计算分度头孔板回转圈数与孔齿数来精确分度定位。球坯一次装夹可全部铣 加工所有螺孔的平面。分度头最小刻度为2’,因此各螺栓孔平面之间的夹角加工精度也较高。同一轴线上两铣平面平行度≤0.1mm(D≤120)和≤0.15mm(D>120)。
c. 在检测平板上对每只球上所有螺孔划线定中心,此过程也视作中间检验环节。
d. 螺孔加工:利用铣切的平面与划定的中心来定位,在钻床上钻孔、倒角、攻丝。从而完成球坯上全部螺孔加工。按上述加工工艺可确保螺孔轴线间的夹角偏差不大于±10’,球平面与螺孔轴线垂直度≤0.25r,螺纹精度要求也相应匹配。
e. 对加工好的螺栓球进行螺孔螺纹加工精度与深度;螺孔夹角精度;螺孔内螺纹剪切强度试验等检验与检测。同时按深化设计图对每只螺栓球做钢印编号标识。
f. 螺栓球坯经过表面抛丸除锈除氧化皮处理后,再加工螺纹孔的,完成金加工后,表面进行防锈蚀涂装,所用防锈蚀涂装材料、涂装道数、漆膜厚度均按设计指定执行。
g. 漆膜层干固后用塑料塞封闭每个螺孔,封闭前每个螺孔内均加入适量的润滑油脂防螺纹锈蚀,及便于以后安装中螺栓易拧入。
h. 完成全部加工工序,并检验合格的螺栓球,装框入成品库待发运。包装框上要标牌注明:工程名称、施工划分标段,框中所有球的规格与各规格的数量,加工时间等内容。
③、螺栓球加工质量控制与检验
足够的加工精度是减少网架安装时产生装配应力的主要措施之一,又是保证网架的各向几何尺寸和空间形态符合设计要求的重要前提,更会直接影响螺栓球螺孔与高强度螺栓之间的配合轴向抗拉强度,因此我厂按照企业标准高于国家行业标准要求的原则制定螺栓球节点加工精度标准,并采取措施予以保证:
a. 螺栓球任意螺孔之间的空间夹角角度误差控制在±10′之内(国家行业标准为±30′)。具体措施是:
* 毛坯球不圆度在1.0mm~2.0mm范围内。用卡钳、游标卡尺检查。
* 用分度头(最小刻度为2′)控制,用铣床加工螺栓球螺孔端面。
* 定期检查工装夹具精度,误差控制为±2′。
b. 螺栓球螺孔端面至球心距离控制在±0.1mm之内(国家行业标准为±0.2mm)。具体措施是:
* 毛坯球直径误差控制在+1.0mm~-0.5mm范围内。用卡钳、游标卡尺检查。
* 球的圆度误差控制为0.75mm(D≤120)和1.2mm(D>120)。用锻模的精度来控制。
* 采用专用工装,并定期检查工装精度。
c. 保证螺栓球螺孔的加工精度,使螺纹公差符合国家标准《普通螺纹公差与配合》GB197-81中6H级精度的规定。具体措施是:
* 采用由上海工具厂生产的优质丝攻加工螺纹孔。
* 每枝丝攻的累计加工使用次数限定为200次,满200次即报废,确保丝攻的自身精度。
d. 成品球加工精度检验
* 用标准螺纹规(螺栓塞规)检查螺孔的螺纹加工精度和攻丝深度。
* 用万能角尺检查螺栓球任意两相邻螺孔轴线间夹角角度,检查数量为每种规格的成品球抽查5%,且不少于5只。
* 用万能试验机检测螺栓球螺纹孔与高强度螺栓配合轴向抗拉强度,检查数量为受力最不利的同规格的螺栓球600只为一批(不足600只仍为一批计),每批取3只为一组随机抽检,一般检查成品球上的最大螺孔。



